+44 7712 840775 +44 1226 770772
carol.swift@pdsinternational.com
Equipment For Sale
ATMA Equipment
Screen Printing
Dryers
E-Learning Course
Screen Print E-Learning Course
Pad Printers
Pre-Press Equipment
Print Finishing Equipment
Screen Printers
3/4 Automatic
Ancillary Equipment
Flatbed
Textile Equipment
Wide Format Digital Printers
Flatbed
View All
Resource Centre
Sell Equipment
Services
Consultancy & Training
E-Learning Course
Pad Printing Course
About
Contact
Advanced Filters
Category
Subcategory
Manufacturer
Equipment For Sale
Print
Sort by
Relevance
Manufacturer A-Z
Manufacturer Z-A
Model A-Z
Model Z-A
Price ascending
Price descending
Oldest
Newest
Specifications
Featured
Details
Epson SureColor T7200
Featured
Details
Simon TWG Platen
Featured
Details
Natgraph Exposure Lamp with Integrator
Featured
Details
Parker Graphics Vertical exposure frame
Featured
Details
Natgraph Backlit Washout Booth
Featured
Details
Svecia SM 30" x 40" with Svecia SSJD Jet Dryer
Featured
Details
HP Scitex 11000
Details
Svecia SM 60" x 40"
Details
Sveciamatic 1.7m x 2m with Hot Air Dryer and UV Bridge
Details
Polygraph Seypa 132 Guillotine
Details
Screen Frames
Details
Pad Printing Technical CD
Details
Screen Print E-Learning Course
Details
SPS Uniflex Screen Printer with SC Technical Services UV Dryer
Details
Svecia SPM Semi Automatic with Svecia SSJD Dryer & UV Bridge (with video system)
Details
HP Scitex XP5300 – 5m
Details
HP Latex 3600 (YOM 2015)
Details
HP Latex 3500
Details
Fuchs PrintStar Heat Press
Details
HP Latex 3000
Details
GPS Flatbed Screen Printer
Details
EFI Vutek Pro 16h
Details
Colorfly True Transfer Calendar Press
Details
Burkle Liquid Coater/Laminator
Details
ATMA AT-25PA Electric Flat Screen Printer
Details
NEW – ATMA AT-80P & 120P & 160P Electric Flat Screen Printer
Details
ATMA AT-45PAD(2I) Electric Index Table Flat Screen Printer
Details
ATMA AT-60FX Stereo Casing Flat Screen Printer
Details
ATMA TY-500FBT Mini Rotary Screen Printer
Details
Aluminium Screen Frames – 58 Available
Details
Thiemer Oversize Hand Bench 3.75m x 1.6m
Details
Teca Print Circuit Board: 30 10 120
Details
Squeegee Grinder (1.8m)
Details
Svecia Squeegee Grinder
Details
Sias Nova Print
Details
Roland RT640 Hybrid (Textile)
Details
Roland LEC540 Print and Cut
Details
Natgraph Self Contained Exposure Unit – Model 3
Details
M&R Jet Force 2000 Gas Dryer
Details
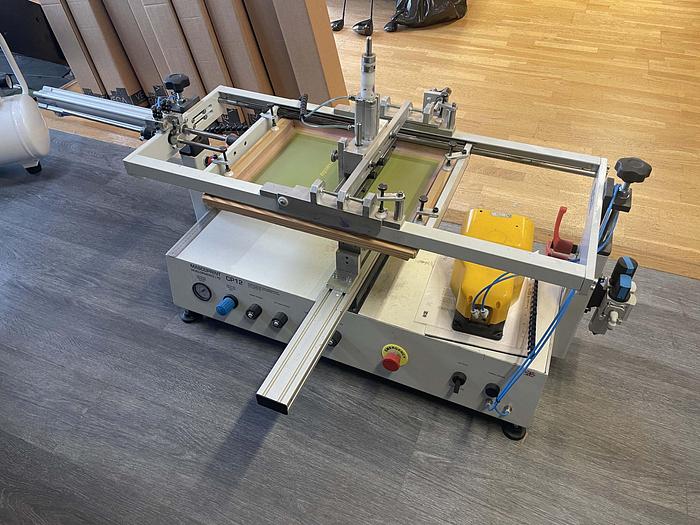
Mascoprint CP12 Rotary Screen Printer
Details
HP Latex 3600 (YOM 2017)